
Exigences de sécurité pour le forgeage libre dans les forges
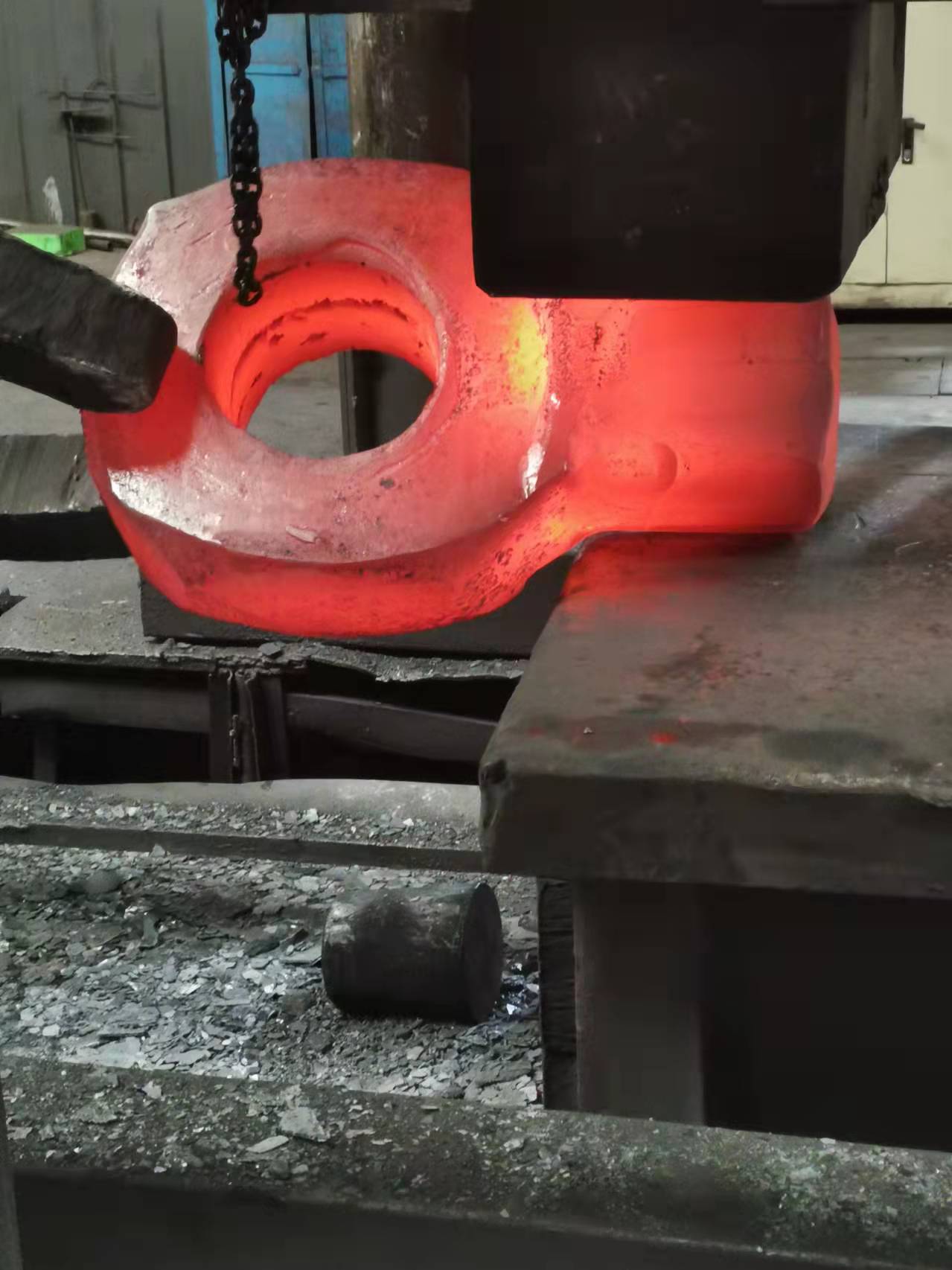
Usine de pièces forgées en libreforgertraitement des pièces forgées, principalement par le marteau de forgeage et la presse de deux types, l'usine de pièces forgées de précision tong Xin pour introduire les exigences de fonctionnement de sécurité du forgeage libre.
Avant le forgeage libre, l'atelier de forgeage doit vérifier soigneusement si les boulons, écrous, goupilles, etc. de chaque pièce de connexion de fixation sont desserrés ou cassés, et s'il y a des fissures dans la combinaison du bloc d'enclume, de la tête de marteau, de la tige de marteau et du coin incliné. avant de commencer à forger un marteau. Si des problèmes sont détectés, ils doivent être résolus à temps et vérifier la situation de lubrification et d'alimentation en huile. La poignée de commande du marteau pneumatique doit être placée dans une position vierge et la goupille de positionnement est insérée, puis peut démarrer et vider le fonctionnement pendant 3 à 5 minutes. Le marteau de forgeage sans air à vapeur doit exclure l'eau de condensation dans le cylindre avant de commencer, et la soupape d'échappement doit être complètement ouverte avant le travail, puis ouvrir légèrement la soupape d'admission, de sorte que la vapeur traverse le système de conduite de gaz pour préchauffer la soupape d'air, puis ouvrez lentement la soupape d'admission et videz le piston plusieurs fois.
Usine de pièces forgées en hiver pour préchauffer la tige du marteau, le marteau et le bloc d'enclume, la température de préchauffage est de 100 ~ 150 â. Une fois le marteau de forge démarré, il est nécessaire de se concentrer sur l'opération conformément aux instructions de l'installateur de paume et aux exigences de l'opération, et de faire attention à l'observation à tout moment. Si des bruits irréguliers ou des phénomènes anormaux tels qu'une fuite de la culasse sont constatés, la machine doit être arrêtée immédiatement pour maintenance. Évitez le forgeage excentrique, la frappe aérienne ou la frappe lourde sur la billette plus fine à basse température, à tout moment pour enlever la peau d'oxyde sur l'enclume, afin de ne pas éclabousser les blessures ou endommager la surface de l'enclume. Lors de la mesure de la taille de la pièce ou du changement d'outil, l'opérateur doit retirer son pied de la pédale pour éviter les faux pas.
Une fois le travail de forgeage terminé, la tête du marteau doit être posée en douceur, les soupapes d'admission et d'échappement doivent être fermées, le marteau pneumatique ouvrira l'interrupteur et le travail de quart doit être bien fait.
Avant le forgeage libre, l'atelier de forgeage doit vérifier soigneusement si les boulons, écrous, goupilles, etc. de chaque pièce de connexion de fixation sont desserrés ou cassés, et s'il y a des fissures dans la combinaison du bloc d'enclume, de la tête de marteau, de la tige de marteau et du coin incliné. avant de commencer à forger un marteau. Si des problèmes sont détectés, ils doivent être résolus à temps et vérifier la situation de lubrification et d'alimentation en huile. La poignée de commande du marteau pneumatique doit être placée dans une position vierge et la goupille de positionnement est insérée, puis peut démarrer et vider le fonctionnement pendant 3 à 5 minutes. Le marteau de forgeage sans air à vapeur doit exclure l'eau de condensation dans le cylindre avant de commencer, et la soupape d'échappement doit être complètement ouverte avant le travail, puis ouvrir légèrement la soupape d'admission, de sorte que la vapeur traverse le système de conduite de gaz pour préchauffer la soupape d'air, puis ouvrez lentement la soupape d'admission et videz le piston plusieurs fois.
Usine de pièces forgées en hiver pour préchauffer la tige du marteau, le marteau et le bloc d'enclume, la température de préchauffage est de 100 ~ 150 â. Une fois le marteau de forge démarré, il est nécessaire de se concentrer sur l'opération conformément aux instructions de l'installateur de paume et aux exigences de l'opération, et de faire attention à l'observation à tout moment. Si des bruits irréguliers ou des phénomènes anormaux tels qu'une fuite de la culasse sont constatés, la machine doit être arrêtée immédiatement pour maintenance. Évitez le forgeage excentrique, la frappe aérienne ou la frappe lourde sur la billette plus fine à basse température, à tout moment pour enlever la peau d'oxyde sur l'enclume, afin de ne pas éclabousser les blessures ou endommager la surface de l'enclume. Lors de la mesure de la taille de la pièce ou du changement d'outil, l'opérateur doit retirer son pied de la pédale pour éviter les faux pas.
Une fois le travail de forgeage terminé, la tête du marteau doit être posée en douceur, les soupapes d'admission et d'échappement doivent être fermées, le marteau pneumatique ouvrira l'interrupteur et le travail de quart doit être bien fait.
envoyer une demande



X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité